Why Structural Purlins Are Central to Global Steel Construction Growth
The global pre-engineered metal building sector continues its sustained expansion. Industrial warehousing, commercial logistics facilities, agricultural storage buildings, and institutional structures across every major construction market rely on cold-formed structural purlins as the backbone of their secondary framing systems.
According to the American Iron and Steel Institute (AISI), cold-formed steel sections including C and Z purlins are fundamental components in the overwhelming majority of pre-engineered steel building systems across North America. The same pattern holds across Australia, Southeast Asia, the Middle East, and the United Kingdom — markets where steel building construction continues to grow as fabricated steel displaces traditional construction methods.
This sustained demand growth creates a genuine commercial opportunity for purlin fabricators. However, capturing that opportunity requires production infrastructure capable of meeting volume requirements while maintaining the strict dimensional tolerances that structural engineers design around and building manufacturers specify in their component procurement standards.
Super Rollforming engineers its forming equipment to help fabricators meet those requirements — consistently, efficiently, and at the production volumes growing market demand requires.
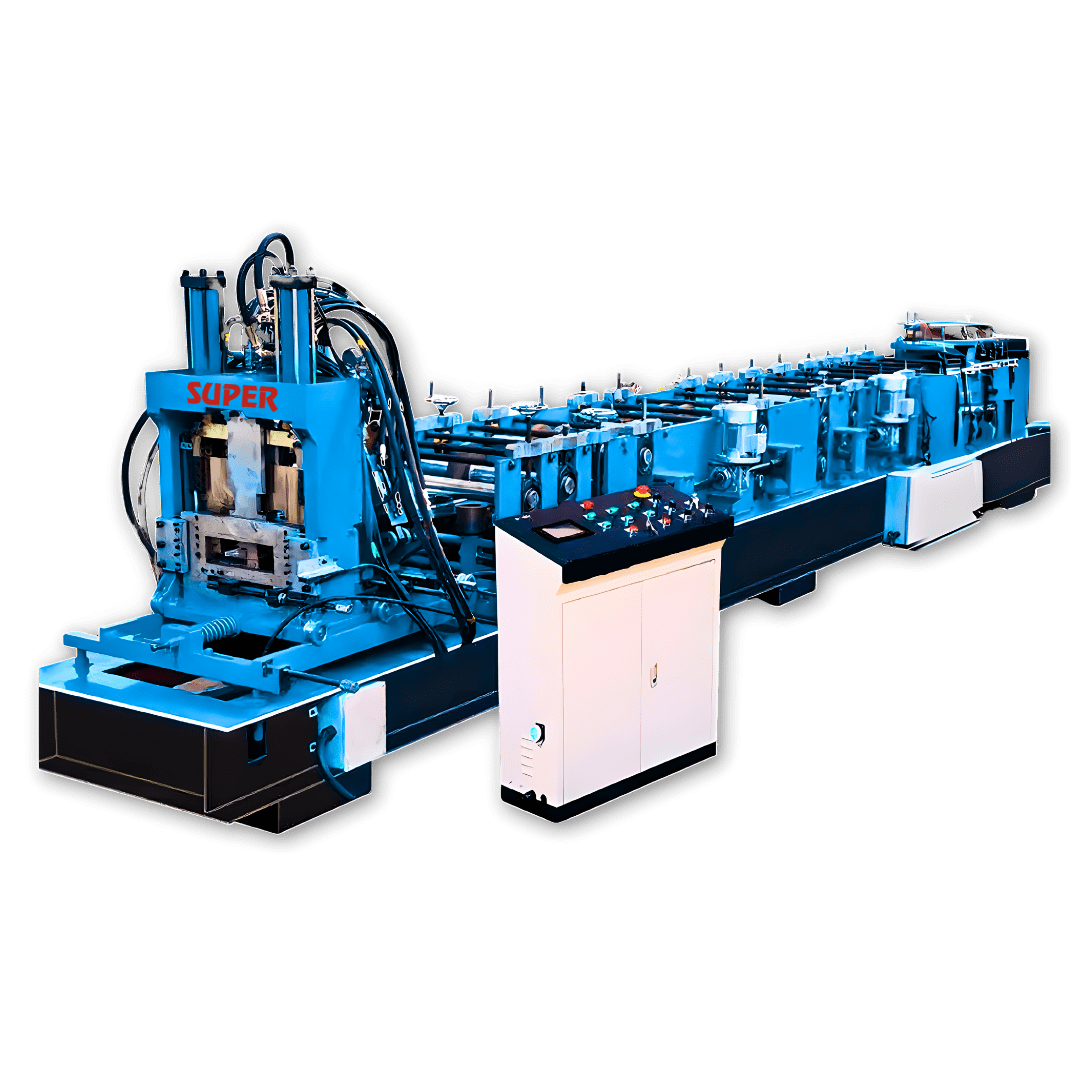
The Engineering Architecture of a Super Rollforming Purlin Forming System
A C Z purlin rollforming machine from Super Rollforming operates as a fully integrated production system — not a collection of loosely connected components. Each stage is engineered to complement the others, creating a production sequence where quality, speed, and automation reinforce each other continuously.
Heavy-Duty Motorized Decoiler
Every production run begins at the decoiler. Super Rollforming engineers motorized decoilers sized to each customer's coil weight and width specifications — typically accommodating coil weights between 3 and 12 tonnes depending on production volume requirements. Controlled motorized unwinding maintains consistent strip tension as material feeds into the leveling section. Stable tension at entry prevents the edge waviness and material wander that cause profile inconsistency downstream.
Multi-Roll Precision Leveling Cassette
The steel strip passes through a multi-roll leveling cassette before reaching the forming section. The leveling rolls apply calibrated pressure across the full strip width — removing coil-set curvature and redistributing internal stresses uniformly. This stage is non-negotiable for consistent C and Z purlin profile geometry. Residual coil curvature entering the forming section creates camber in finished sections that no downstream process can correct.
Progressive Roll Forming With Engineered Station Sequencing
The leveled strip enters the forming section — where Super Rollforming's engineering precision becomes most visible. A carefully designed sequence of roll stations applies progressive bending force — incrementally shaping the steel toward the specified profile geometry across typically 16 to 24 stations for standard purlin configurations.
Super Rollforming engineers the station count, roll geometry, and inter-station spacing specifically for each profile and material specification. This application-specific approach — rather than adapting a generic roll forming platform — ensures that forming forces distribute correctly across the bending sequence, protecting material integrity while achieving accurate profile geometry throughout the full section length.
Automatic Hydraulic C-to-Z Profile Switching
This is the production capability that most directly impacts fabricator competitiveness in mixed-profile supply markets. Super Rollforming engineers hydraulic flip mechanisms into the forming section that physically reposition specific roll stations between C and Z configurations. The entire switching sequence — from initiating the profile change to confirming the new profile is set and verified — completes in under five minutes without stopping the line for manual roll changes.
For fabricators running mixed C and Z project orders throughout each production day, this capability transforms scheduling flexibility. Profile changes that previously consumed most of a shift become brief operational steps between production runs.
CNC Servo-Driven Integrated Punching System
Structural purlins across every major specification standard require pre-punched holes — for roof cladding fixing screws, bridging connections, lapping bolt groups, and service penetrations. Super Rollforming integrates a CNC servo-driven punch press directly into the forming line — punching holes to programmed specifications automatically during the forming process.
Multiple punching programs store in the PLC control system simultaneously. Each program specifies hole size, shape, position from section ends, and spacing interval. Switching between punching programs requires a menu selection — not tooling changes. This integration eliminates secondary punching operations entirely, recovering the floor space, handling labor, and time that secondary punching previously consumed.
Motorized Automatic Size Adjustment System
Super Rollforming configures machines with motorized size adjustment across the full web height and flange width production range. Web height and flange width changes execute automatically when an operator selects the target size from a stored PLC program. Servo or stepper motors reposition all relevant roll gaps and guide positions simultaneously — eliminating manual measurement, mechanical adjustment, and verification time between size changes.
Size changeover time drops from a typical two to three hour manual process to a five to ten minute automated sequence. For fabricators running frequent size changes across a broad size range, this capability alone represents a transformative improvement in daily production capacity.
Servo-Driven Flying Shear Cutting System
A servo-controlled flying shear cuts finished purlins to programmed lengths while the forming line maintains full production speed throughout the cut cycle. The shear carriage accelerates to match line speed, executes the cut, and returns to the start position — all without interrupting material flow through the forming section.
This continuous cutting approach maximizes output per shift hour while maintaining cut-length accuracy within tight tolerances. Precise cutting reduces end-cut scrap — a measurable material cost saving across the cumulative production volumes a busy purlin fabrication operation generates.
What Super Rollforming Configures for Structural Purlin Production
Super Rollforming configures its purlin forming systems across a practical range of structural specifications:
- Web height range — 100mm to 305mm with customer-specific extension configurations available
- Flange width range — 50mm to 90mm standard, configurable to project specifications
- Lip dimension — configured for structural section stiffness and load performance requirements
- Material thickness — 1.5mm to 3.5mm cold-formed structural steel standard range
- Steel grades — standard structural grades through high-strength options to 550 MPa yield strength
- Surface coatings — galvanized, Zincalume, and pre-painted coil compatibility confirmed across forming roll surface specifications
Production Transformation: A Fabricator Experience in the United Kingdom
A structural steel component fabricator operating in the West Midlands, UK supplies C and Z purlin sections to pre-engineered metal building manufacturers and commercial construction contractors across England and Wales. Their production covers web heights from 142mm to 232mm in 1.8mm and 2.4mm galvanized structural steel.
Before upgrading their production infrastructure, the company ran a semi-automated forming line with manual profile changeover and a separate secondary punching operation. C-to-Z profile changeover consumed between three and four hours of production time. Size changes within each profile run required additional mechanical adjustment.
After commissioning a C Z purlin rollforming machine from Super Rollforming with full motorized size adjustment, automatic hydraulic profile switching, and integrated CNC punching, their production operation changed fundamentally. Profile switching now takes under four minutes. Size changes complete in approximately seven minutes. The secondary punching station was decommissioned entirely — recovering valuable floor space and freeing two operators per shift.
Within the first operating year, their monthly purlin output volume increased by 44% without adding production headcount. Their on-time delivery performance improved to 97% — a figure that directly contributed to winning two new long-term supply agreements with metal building manufacturers in the region.
Real Fabricator Feedback on Super Rollforming Equipment
"We operate the Super Rollforming purlin line across two full shifts and the performance has been consistently strong since commissioning. The automatic profile switching is the single biggest operational improvement we have made in years — what used to take most of a shift now takes minutes. Section dimensional accuracy is consistently within our structural tolerances and the CNC punching system handles all our standard hole patterns without any manual intervention. Their engineering and support team have been genuinely excellent throughout." — Plant Operations Manager, Structural Purlin Fabricator, Birmingham, United Kingdom
"Super Rollforming's team spent time reviewing our complete production requirement before recommending a configuration. The motorized size adjustment system has transformed our scheduling flexibility — we now run size changes between production batches without the downtime overhead we previously had to plan around. The machine commissioned efficiently and our operators were fully trained and running production independently within the first week. The build quality is noticeably superior to equipment we have operated previously." — General Manager, Steel Framing Component Manufacturer, Riyadh, Saudi Arabia
Frequently Asked Questions
Q1: How does automatic profile switching work on a C Z purlin rollforming machine? Super Rollforming engineers hydraulic flip mechanisms into specific forming stations. When a profile switch is initiated through the PLC control interface, the hydraulic system repositions the relevant roll stations from C to Z configuration — or Z to C — without manual roll changes or line shutdown. The complete switching sequence typically completes in under five minutes and is confirmed through the PLC control system before production resumes.
Q2: What is the benefit of integrated CNC punching versus secondary punching operations? Integrated CNC servo punching executes hole patterns automatically during the forming process — eliminating a separate production stage entirely. This saves handling labor, floor space, and production time per section. It also ensures punch position accuracy relative to section geometry — something that secondary punching operations can struggle to maintain consistently across long production runs. Super Rollforming configures punching programs for each customer's standard and custom hole pattern specifications.
Q3: Can the motorized size adjustment system handle non-standard web height specifications? Yes. Super Rollforming configures the motorized adjustment range based on each customer's full production size range — including non-standard specifications where required. Custom section sizes are entered as stored PLC programs alongside standard sizes and recalled through the same menu-driven interface.
Q4: What after-commissioning support does Super Rollforming provide for international customers? Super Rollforming provides remote technical support via digital diagnostics systems for all installed machines. On-site service visits are available for complex technical issues. Spare parts — including forming rolls, punch tooling, and electrical components — are supplied with managed lead times confirmed during the procurement process.
Q5: Does Super Rollforming offer customized purlin forming systems for non-standard profile geometries? Yes. Super Rollforming develops custom forming solutions for non-standard purlin geometries based on customer structural drawings and specification documents. Custom roll tooling is manufactured in-house using CNC grinding equipment — ensuring dimensional accuracy equivalent to standard profile tooling.
Conclusion
The structural purlin supply market rewards fabricators who combine dimensional precision with production flexibility and operational reliability. Those qualities do not emerge from ordinary equipment; they come from a C Z purlin rollforming machine engineered specifically to deliver all three simultaneously. Super Rollforming builds that machine integrating automatic hydraulic C-to-Z profile switching, CNC servo punching, motorized size adjustment, servo-driven flying shear cutting, and advanced PLC production management into a system built on CNC-ground hardened alloy roll tooling and a thermally stress-relieved heavy structural frame engineered for sustained long-term industrial performance. Whether your facility supplies C channel purlin sections, nested Z purlin configurations, or a full mixed range of cold-formed structural framing members to building manufacturers, commercial contractors, or pre-engineered building system suppliers across any global market, Super Rollforming has the engineering expertise and manufacturing capability to configure your optimal production solution. Start the conversation that transforms your purlin production operation. Visit Super Rollforming today to review complete machine specifications, explore the full configuration and size range, and connect with their engineering team for a detailed equipment proposal matched precisely to your production requirements and facility specifications.